回转窑周期性振动的解决措施
发布时间:2018-08-30 01:35:27发布作者:郑矿机器
我公司现有两条预分解窑水泥生产线,回转窑的规格型号为 Φ4 m×60 m,1号窑和2号窑分别于2007年12月31日和2008年8月1日点火投运。2014年6月,1号窑出现了周期性振动,即窑每转一圈,剧烈振动3~4次,所有托轮瓦温也出现了上升的趋势。
在此情况下,我们通过降低窑速和减少投料量来维持窑的运转。为解决这个问题,以保证回转窑的安全、稳定、长期正常运转,决定停窑进行大修。将检查发现的问题进行了一一处理,处理后取得了良好效果,周期性振动消失,托轮轴瓦温度降低,窑的投料量恢复到130 t/h。现将存在的问题及处理措施进行简要介绍,仅供参考。
1 检查发现的问题
针对1号窑存在的问题,我公司组织设备部门对其进行了专项检查。结果发现托轮中心线调整得不合理,存在“大八字”和“小八字”现象;托轮轴瓦温度已出现偏高现象和Ⅱ档左侧托轮表面存在有凹坑等问题。现分别说明。
1.1托轮调整不合理
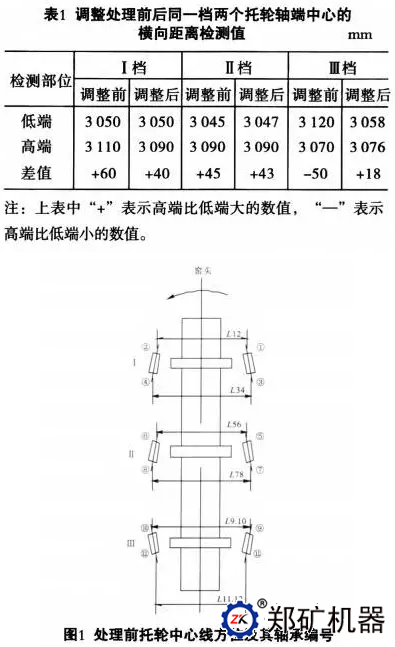
由于以前进行的多次托轮调整都不太规范,也没有记录可查,这次对托轮中心线的方位(轴承座端面中心的距离)进行了检测,结果列在表1中。
根据表1中的数据绘制成图1,可以明显看出,托轮组存在“大八字”和“小八字”状况,必须重新进行托轮调整。
1.2托轮轴瓦温度检测
对各档托轮轴瓦温度进行了检测,发现瓦温均有升高,除⑥和⑩号轴瓦温度超过60℃外,其他所有瓦温均在60℃以下,详见表2。—般要求瓦温应控制在60℃以下,各档托轮轴瓦编号参见图1所示。
1.3 Ⅱ档左侧托轮表面存有凹坑
检测发现Ⅱ挡左侧托轮表面有一明显的大凹坑,面积约为200 cm?。在大凹坑近旁还有深度不等的一些小凹坑,都需要进行处理。
2 处理措施
针对检查和检测中分析出的问题,分别采取以下措施进行了处理。
2.1托轮轴瓦刮研及托轮调整
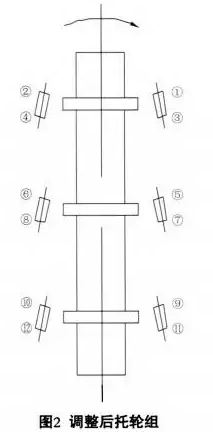
在大修期间,我们对托轮轴瓦进行了重新刮研,对托轮进行了重新调整。调整后的各档托轮轴端中心的横向间距数据填在表1中。为了清楚起见,根据表1中托轮调整后的检测数据绘成图2。由此可见,已消除了“大八字”现象,虽然仍存在“小八字”现象,但已有很大的改善,或者说同一档两个托轮的中心线与窑筒体中心线已接近于平行。
2.2更换润滑油
所有托轮轴承的润滑油已到了更换周期,且由于托轮轴瓦温度偏高,有的已失效。为此,将所有的托轮轴承润滑油更换成新油。
2.3 Ⅱ档左侧托轮表面凹坑的处理
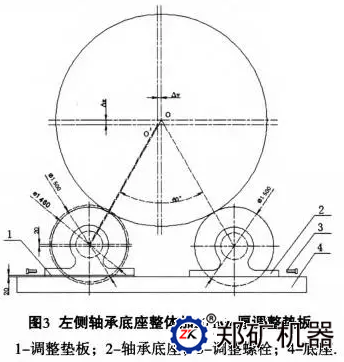
(1)对采用ZG55铸钢制成的Ⅱ档左侧托轮表面凹坑,我们原想采取堆焊处理,但在碳弧刨时发现已有20 mm深的裂纹。为消除隐患,决定将此裂纹层用车床切削掉。这样,就使这个托轮的直径减小了40 mm。为保证窑筒体中心不发生太大的变化,故在这个托轮下面增设一块整体20 mm厚的垫板,如图3所示。
经以上处理后开窑运转,为防止瓦温升高,采用低速运转48 h,进行对托轮轴瓦的动态研磨。低速运转48 h后,逐渐增速运转,一直达到窑的正常转速。在正常转速下,对各托轮轴瓦的瓦温进行了检测,将结果也列在表2中。由此可见,瓦温有了较大幅度的降低,*高仅为53℃。
3 处理效果
由上述可以看出,不论托轮调整,还是Ⅱ档左侧托轮轴承座加垫的处理,都没有经过特别的理论分析和精确的计算,但却取得了较好的处理效果。不仅回转窑的周期性剧烈震动消失,消除了设备隐患,而且各档托轮轴瓦温度都有大幅度的降低。由表1可以看出,处理后各档托轮轴承的瓦温都远远低于60℃,*高者也仅为53℃,从而保证了1号窑在*高产量130 t/h条件下的安全运行。