大倾角波状挡边带式输送机的设计与应用
发布时间:2018-08-30 01:12:17发布作者:郑矿机器
1.引言
带式输送机是散状物料的主要运输工具之一,它的发展己有近200 年的历史。随着我们生产条件的不断发展变化,出现了大倾角变坡的复杂型输送线路,这就要求物料输送系统能适应这种变化。普通带式输送机由于受到物料与输送带摩擦系数的限制,输送物料的倾角不能过大,上运倾角一般为18°~ 20°[1]。需要达到较大的提升高度时,将会出现输送距离长、占地面积大、土建工程量大、工艺布置复杂等缺点,从而大量增加工程投资。
随着科学技术的发展,新技术、新材料、新工艺、新设备在带式输送机生产制造业的应用及带式输送机技术理论的不断完善,带式输送机实际应用的*大输送倾角也由18°到30°甚至更大。深槽型带式输送机、挡板式输送机、压带式
带式输送机和波状挡边式带式输送机应运而生。大倾角波状挡边带式输送机*早由德国Scholtz提出, 英国Dowty、日本Bando-Schoitz、美国Beltservice 及西欧Nordstroms-Scholtz 等知名公司也已设计制造了大量这种带式输送机,并在多个国家投入使用。
2.结构优点与应用简介
与普通带式输送机相比,大倾角波状挡边带式输送机具有以下优越性:
(1)结构简单。大倾角波状挡边式带式输送机的*大特点是采用波状挡边输送带来取代普通输送带。至于它的工作原理和结构组成,则与通用带式输送机相同。因此,像滚筒、托辊、拉紧装置、中间架、中间架支腿、头架、尾架、漏斗、护罩、清扫器及保护装置等各主要部件均可以与通用带式输送机的相应部件通用,给使用、维修带来方便。
(2)运行平稳、可靠、噪声小。与普通带式输送机、斗式提升机、刮板输送机比较,其综合技术性能都优越。没有埋刮板输送机经常出现的卡链、飘链、断链现象和斗式提升机经常发生的打滑、掉斗现象。
(3)输送倾角大,*大可达90°,是大倾角输送和垂直提升的理想设备。
(4)总体投资费用低,可以节约占地面积,节省设备投资和土建费用。
目前,大倾角波状挡边带式输送机已经生产运用大约10 万多台,在世界90 多个国家使用。其主要应用于空间受到限制,为了减少占地面积,改革提升方法而出现的输送机设备,广泛应用在煤炭、粮食、建材、化工、水电、农业、港口和冶金等行业部门,从煤、矿石、沙子到化肥和粮食等,从很小的粒度到400mm 的大粒度,输送量可以从1m3/h 到6000m3/h。
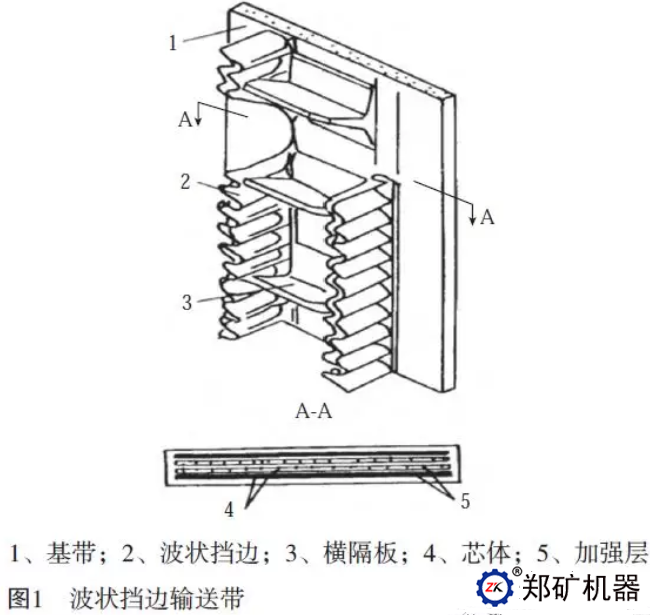
它采用具有波状挡边和横隔板的输送带,如图1 所示,输送机倾角可在0 度~ 90 度范围内任意布置,在环境温度为-15℃ ~+40℃范围内主要用于散装物料的大倾角连续输送,解决了普通输送带和花纹输送带所不能达到的输送角度[2]。近年来,大倾角波状挡边式带式输送机已逐渐向大带宽(带宽可达B1800 以上)、大提升高度(高度已达100M 以上)、大输送能力(输送量已达3000t/h 以上)方向发展。
目前,XX集团有一条大倾角波状挡边带式输送机DDJ6512S( 代号DDJ 代表带式挡边输送机,带宽650m、挡边高120mm,S 型布置)现以该条大倾角波状挡边带式输送机项目工程为例对它进行介绍。
3.工程设计计算
3.1 原始参数
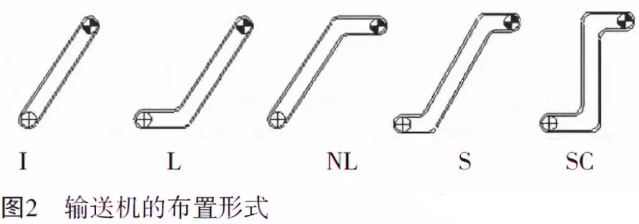
该输送机为标准带宽B=650mm、水平机长L=34.4m,提升高度H=20.6m,输送倾角β=41°,名义带速V=1m/s,运量Q=50t/h,输送物料为碎煤等,物料堆积密度γ=0.9t/m3,粉状和块状粒度<20mm。大倾角波状挡边带式输送机的布置基本上可分为五种形式: I 型、L 型、NL 型、S 型和SC 型,
如图2 所示,本机根据现场条件采用S 型布置。
3.2 功率和张力计算
3.2.1 传动滚筒上所需的圆周力FU
FU=CFH+FST(N)[4]
式中FH—主要阻力,N。
β<90°时FH=fg(H2+L2)1/2[q1+q2+(2qB+q)L/
(H2+L2)1/2]=742.3N
C—附加阻力系数,C=2.7 ;
L—水平机长,m,L=34.4m ;
H—提升高度,m,H=20.6m ;
f—模拟摩擦系数,f=0.03 ;
g—重力加速度,g=9.81m/s2 ;
q1—上托辊转动部分质量,kg/m,q1=9kg/m ;
q2—下托辊转动部分质量,kg/m,q2=8kg/m ;
qB—挡边带每米质量,kg/m,qB=q0+2qs+BfqT/
ts=19.8kg/m ;
q0—每米基带质量,kg/m,q0=10.82kg/m ;
qs—每米挡边质量,kg/m,qs=2.3kg/m ;
qT—每米隔板质量,kg/m,qT=2.8kg/m ;
ts—隔板间距,m,ts=0.252m ;
Bf—有效宽度,m,Bf =0.39m ;
q— 每米物料质量,kg/m,q=Q/(3.6V)=50/
(3.6×1)=13.9kg/m ;
Q—运量,t/h,Q=50t/h ;
V—带速,m/s,V=1m/s ;
FST—提升阻力,N,FST=gqH=9.81×13.9×20.6=2809N;
所以FU=2.7×742.3+2809=4813.21N。
3.2.2 电机功率P
P=FUV/(1000η)kW
式中η—传动效率,η=0.75。
所以P=4813.21×1/(1000×0.75)=6.42kW,选
P=7.5kW。
3.2.3 输送带张力计算
输送带*大张力Smax=S0+FU+gqBH (N)
式中S0—*小拉力,S0 ≥ 5(qB+q)l0*g=1653(N)
l0—托辊间距,m,一般l0=1m。
所以Smax=10467.5 (N)
3.3 带芯层数计算
Z ≥ Smaxm/B[α]
式中 m—输送带安全系数,m=14 ;
B—输送带宽度,mm ;
[ α]— 输送带许用强度, 采用EP100 时
[α]=100N/(mm* 层)。
则Z=10467.5×14/(650×100)=2.3 层,
考虑到接头部位的强度损失,选Z=4。
3.4 主要部件选型设计
(1)皮带:挡边带带宽B=650mm,挡边高度h=120mm, 隔板间距ts=252mm, 基带层数Z=4,上胶厚4.5mm,下胶厚1.5mm,加强层厚3mm,型号为EP100-B650*4*(4.5+3+1.5)。
(2)驱动装置:电机Y132M-4,功率7.5kW ;减速机DCY160-40(考虑到今后扩产扩能,将电机功率加大,现场供货型号为Y200L-4 和DCY224-40)。
(3)主要滚筒:传动滚筒直径选D1=500mm,改向滚筒直径选D2=400mm。
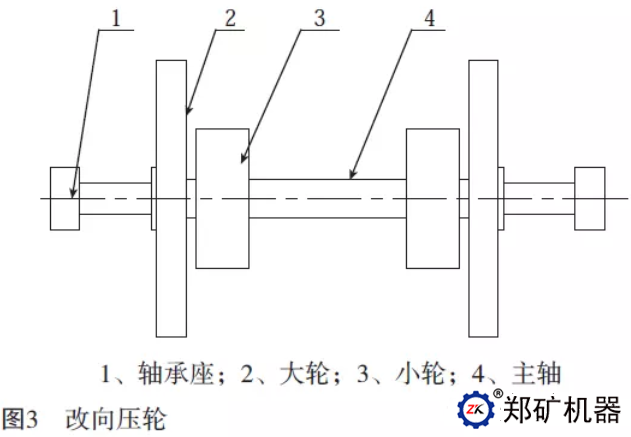
(4)改向压轮:传统的阶梯状改向压轮大轮与小轮为一体式,转速相同,线速度不一致。大轮线速度大,小轮线速度小,导致小轮上的挡边在运行过程中受到拉力从而加速挡边磨损。经改进设计,大轮与小轮采用分体式,即将大轮与小轮分开,并在小轮内部设计安装一组轴承,与大轮产生相对转动,消除拖带磨损现象[5],如图3所示。改向压轮大轮选直径D3=500mm,小轮选直径D4=260mm。
(5) 托辊:上、下普通托辊选用平行上托辊TD2C2 和平行下托辊TD2C3 ;缓冲段托辊采用TD2C2 托辊改进的橡胶缓冲辊子;水平段增设了挡辊,防止胶带跑偏;回程段增设了复式下托辊,增大胶带的有效支承面积,同时减小了挡边与下托辊辊子的摩擦,延长了下托辊的使用寿命。
(6)清扫装置:由于输送带上有横隔板,普通刮板式的清扫器已不能采用,必须用接触输送带内面的清扫器。因此,在头部回程胶带上配置了自主设计的无动力拍打清扫器,安装简单,对胶带磨损较小,自身使用寿命长,清扫效果明显;尾部回程段设置了标准空段清扫器TD2E0。
(7)其余部件:头架、尾架、驱动架、支腿、漏斗、护罩以及保护装置等均参照TD75 型或DTII型标准固定式带式输送机设计手册选用。
4 存在的问题与解决措施
4.1 回程皮带掉带现象
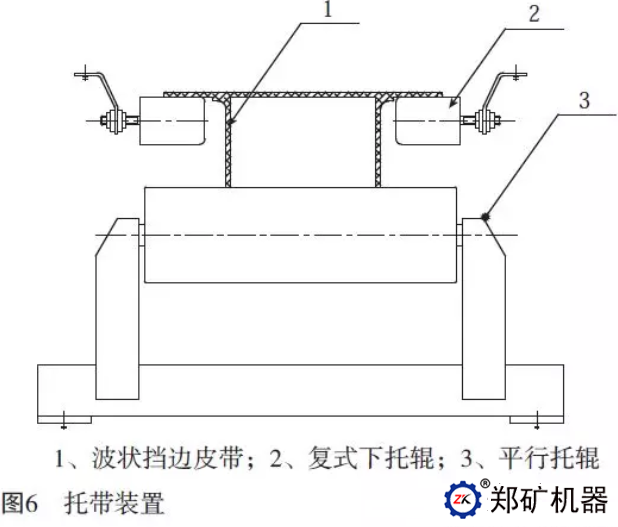
在设备安装调试阶段,皮带跑偏后,回程皮带容易在改向压轮处掉落,导致设备无法开机运转进行调试。从图5 中不难看出,当波状挡边皮带向一侧跑偏后,皮带会掉落至改向压轮的两个小轮中间,从而导致设备不得不停机。为了消除
这一现象,在改向压轮后方增设一组由复式下托辊和平行托辊组成的托带装置同时托住波状挡边皮带的基带和挡边,如图6 所示。经过此次改进,有效地解决了掉带现象,为设备的正常调试提供了保障。
4.2 皮带跑偏现象
胶带跑偏是带式输送机运转过程中一种常见的故障。对于大倾角波状挡边式带式输送机,如不及时调整,长时间的跑偏运行不仅使胶带基带边缘磨损严重,复式下托辊与波状挡边也会产生干涉,从而引起波状挡边的磨损,导致胶带撕裂和刮损等突发性事故。
在本次设备安装调试结束后,皮带机空运转能正常运行。但是带料运行后,皮带出现了跑偏现象。结合多年的普通带式输送机生产实践经验和跑偏规律,我们分析认为跑偏现象是由于落料点受冲击力大、物料落料不均所引起。经现场查看,该输送机的落料溜槽中心与输送机中心存在偏差,导致物料落在波状挡边皮带的一侧。为了消除落料溜槽中心与输送机中心因安装误差引起的偏差,在原标准导料槽的基础上进行改进,改制了有合理导向角度的V 型导料槽,在普通喇叭口导料槽的基础上增加V型导向顶板,使物料流均匀的分布在挡边带中部,避免了撒料现象和由于物料流引起的皮带机跑偏因素,同时导向顶板起到了一定的缓冲物料作用,减轻了物料对皮带的损伤。通过改进,有效地解决了
由于落料引起的跑偏现象,延长了胶带的使用寿命,为用户节省生产成本。