简易完成维修中回转窑的测量
发布时间:2018-03-28 04:30:00发布作者:郑矿机器
回转窑在生产运转一定时间后,会出现设备磨损及筒体变形等情况,要想准确判断故障原因,保证维修后无故障运行,维修前和维修中的测量是必需的,在不具备专业检测工具的厂里,可以用常用的经纬仪和水准仪、框式水平仪等来完成对回转窑的测量。
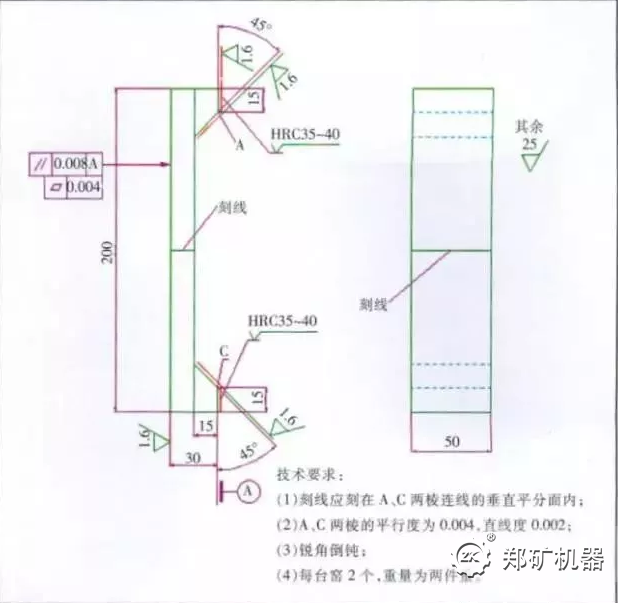
1、 机具准备(图 1)
(1)用回转窑的安装工具(小平台)作为轮带和托轮的求心规。
(2)准备经纬仪、水准仪、框式水平仪、百分表磁力表座。
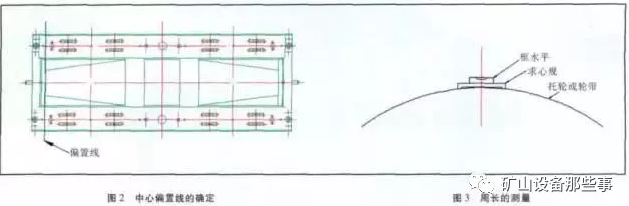
2、 底座中心线的偏置
回转窑底座的中心线上有档轮装置,因而运转过的窑底座中心不能直接测量,这时要引出一个偏置线,把窑中心线引到一侧可以通视的位置(另一侧有传动装置,同样不能通视),三档托轮组的中心偏置线应在一条直线上,用经纬仪检测其直线度,这条线也是维修时窑中心线测量和托轮调整的基准线。
3、 轮带和托轮的直径测量
窑运转长时间后,轮带和托轮有可能磨损成锥形、鼓形或变小,从而影响窑筒体中心的直线度,使窑不能正常运转,因而要测量直径,但托轮和轮带直径没有办法直接测量,只能采用测量周长然后计算直径的方法,托轮与轮带接触,周长也不能一次测量出来,因而要借助求心规来将托轮和轮带分成两半(不一定相等)来测量。
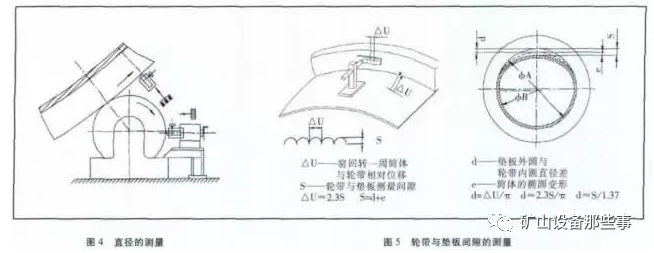
将小平台(求心规)放到托轮或轮带顶面,用框式水平仪找平后,在小平台两侧划线,然后两条线分中即得到轮带或托轮的项面中心线。转一定角度后重复以上操作即可将托轮或轮带分成两部分,这时可以测量直径,如边缘有凸台或失圆变型严重,则可用车刀架车销或磨销,装置固定如(图 4 )所示。
轮带或托轮车销后,还要重复以上测量,记录下结果,作为维修中调整托轮的依据。托轮和轮带直径变化后为保证筒体中心高,托轮间距必须要调整,每个托轮到中心线的距离都要按测量的结果来单独修正。
4 、轮带和垫板间隙测量
垫板与轮带间间隙过大将会加带垫板的磨损,过小将会使筒体在热态下变形,从而影响耐火砖及筒体的寿命,因而要定期测量轮带与垫板间间隙。方法只需在筒体上固定一个磁力表座和铅笔,在轮带上有胶纸固定绘图纸,转窑数圈后取下绘图纸测量计算(图 5)。
间隙测量后按需要更换垫板或在垫板下加相应的垫子来恢复设计要求间隙。
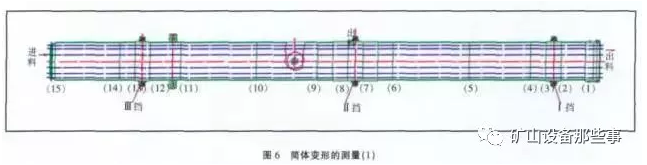
5、筒体直线度及变形测量
(1)要在筒体上划线,先用钢板锁定液压挡轮的位置,防止窑体窜动影响划线精度,在基础间的平台上固定一个划针,连续转窑在窑体周长方向划出环向线(图 6)。
(2)用求心规求出头尾两档轮带顶面中心,用经纬仪以这两点为基准,划出各个环向线上的顶部的点。
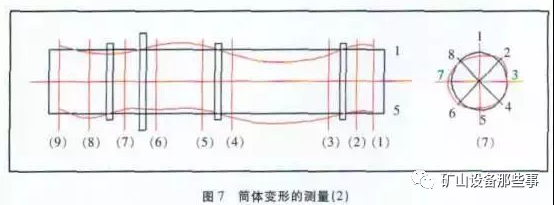
(3)以头尾轮带顶面中心点的标高为准,在这条直线上用经纬仪或水准仪来测量筒体顶面到视镜的高差,并记录下来。用经纬仪测量可以把头尾轮带到视镜的高差调成一样的,这样少一些计算,只是作些少量数据的分析对比,此时还要找到筒体各段板厚的原始资料(图 7)。
(4)八等分窑头和窑尾两档轮带附近的筒体,重复步骤2和步骤3,比较对称点的数据并做简图分析。
(5)如果轮带位置的中心偏差大则要修正托轮位置,筒体变形过大无法补救的可以考虑更换一节新筒体。
(6)更换新筒体段节后,新旧筒体的同心度可以从筒体内部如同新窑安装一样测量,也可采用以上方法从筒体外侧测量,内部测量更简单方便。