浅析水泥窑窑口浇注料施工技术方案
发布时间:2018-02-23 06:39:54发布作者:郑矿机器
施工程序筒体清扫--筒体、挡砖圈和护铁安装检查--锚固件焊接及膨胀处理--支--浇注--养护及拆模、检查。
一、施工注意事项
1.施工前检查与确认
*先清理施工部位的灰尘等杂物,并与业主单位共同检查窑口护铁、挡砖圈烧损、筒体表面变形及氧化层情况,并要求业主共同确认。对窑口护铁出现的松动,进行重新紧固螺栓和调整摆放位置,烧损严重的建议进行更换。对挡砖圈脱焊的重新进行处理,对烧损严重的挡砖圈进行更换(挡砖圈原则上不低于50)。对筒体变形部位进行确认或拍照,对锚固件尺寸作相应处理。对筒体已氧化部位锚固件的焊接要进行焊接点打磨。
2.锚固件焊接
焊接前,必须对锚固件材质和焊条品种进行确认并确保符合要求,焊接间距为200×200mm,“八字形”交错焊接,并做好膨胀处理。需对窑筒体涂刷沥青的,必须待沥青干后方可进行浇注。
3.支模尺寸要准确,支设要牢固,不得存在缝隙,以防在振捣过程中出现漏浆现象。
4.浇注料的搅拌、浇注
窑口浇注料需水量一般相对较小,需严格按说明书进行控制,以防影响质量。膨胀缝是在浇注过程中留设,切记不得遗漏,环向每800mm设置一道,纵向长度超过1m中间设置一道(尺寸:L×120mm×5mm)。在浇注料与耐火砖连接处,应做好防水措施(采用五合板或塑料纸隔开),以防耐火砖受潮和浇注料失水,浇注完毕后12h内不得转窑。
二、施工规范
为确保烘烤中浇注料不发生炸裂等问题,施工中要留好排气孔。一次搅拌量应以15分钟内施工完为一批量,搅拌的次序应分两次进行:先加入骨料、粉料和结合剂进行干混,然后加80%的水,并根据浇注料的干湿情况加入余下的水。总加水量参照浇注料厂家提供的标准加水量进行控制,干混搅拌时间2分钟,湿搅3分钟。
铺料层高度一般在300~400mm。当采用插入式振动棒时,浇注料厚度不应超过振动棒作用部分长度的1.25倍。
振捣时间应适当,当出现表面翻浆时停止振捣,振动棒不得触及锚固件。振动棒插入与下层浇注料30mm以上,以使层与层之间联结牢固,防止出现裂纹,并做到快插、轻拔、慢移动,以免造成空洞。
浇注料浇注完毕后12h内不得转窑,业主在此时间内如需转窑,应提前与施工单位沟通协商解决。
参照浇注料厂家提供的升温曲线进行温升控制。在升温过程中,可根据实际情况将火适当拉长或将燃烧器适当向窑内推进,以避免直接在高温点上。
当采用胶料时,加胶水量和水泥量应符合说明书要求。
三、窑口锚固件型式与尺寸
不同窑口锚固件尺寸见表1。
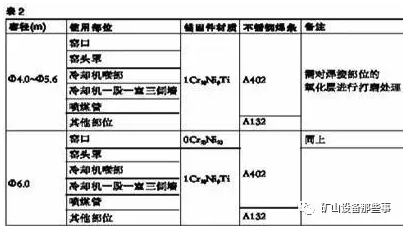
四、焊接注意事项
锚固件与焊条选择见表2
加工用的不锈钢焊条头,不能长于4cm;焊缝必须饱满,成型外表美观,焊后检查无裂纹;用A402焊条焊接窑口锚固件时,焊机电流控制120A(1±20%)范围内;焊接结束需请业主进行焊接质量现场确认。